




















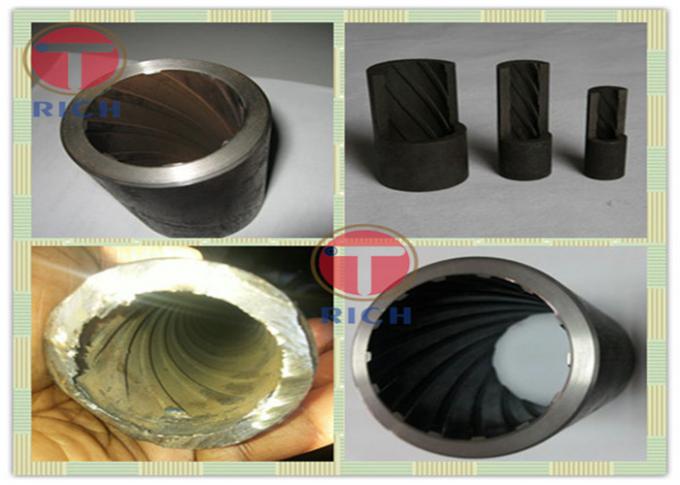
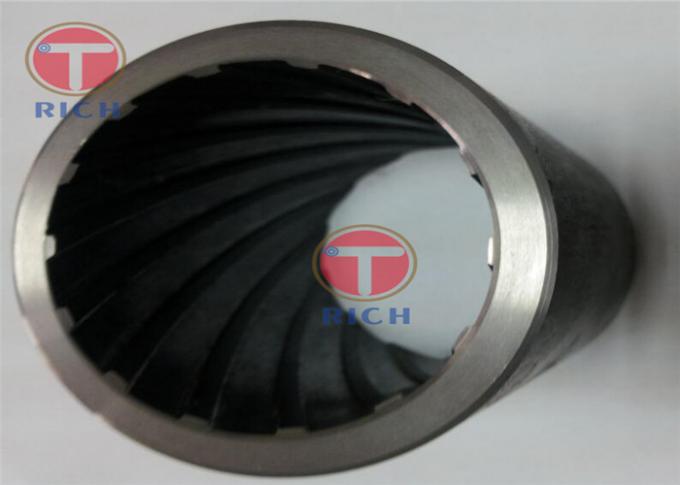
GB / T 20409 Çok Yüksek Basınçlı Kazan İçin Yivli Dikişsiz Çelik Borular
Ürün Ayrıntıları
Dikişsiz çelik boru
,hassas paslanmaz çelik boru
Uygulama : Yüksek kaliteli karbon yapı çeliği, alaşımlı yapı çeliği soğuk çekme veya yüksek basınçlı ve üstü basınç üretmek için uygun kazanlar için soğuk haddelenmiş içten dişli boru
Ebat : Uzunluk - 8-12m
OD - 28.6-66.7mm
WT - 6.38-18.33mm
Eğrilik - ≤1.0mm / m
Yüzey kalitesi:
1. Dişi dişli tüplerin iç ve dış yüzeylerinde çatlak, kıvrım, düğüm, kıvrım ve delaminasyon bulunmaz. Bu kusurlar tamamen giderilmelidir. Kusur giderme derinliği, duvar kalınlığının% 10'unu geçmemelidir ve dolum çıkarma sahasındaki gerçek duvar kalınlığı duvar kalınlığından daha az olmamalıdır. İzin verilen minimum kalınlık sapması, boşluk yuvarlatılmalıdır
2. İplik şekli sağlam tutulmalıdır. Çizim, kıvrılma veya çökme olmamalıdır.
3. İçten dişli boruların (bilenmiş olmayan çekirdek çubuklar dahil) iç ve dış düz yüzeylerinin, minimum duvar kalınlığının% 4'ünden ve maksimum 0.2 mm'den fazla olmayan bir derinliğe sahip olması sağlanmalıdır.
4.Diğer sapmalara izin vermek için duvar kalınlığını aşmayan diğer yerel kusurların ortaya çıkmasına izin verilir.
5. İçten dişli borunun iç ve dış yüzeyleri üzerindeki oksit terazileri, ince oksit tabakasının muayeneyi engellememesi için çıkarılmalıdır.
Çeliğin derecesi ve kimyasal bileşimi
| Numara | Marka | kimyasal bileşim (kütle oranı) /% | ||||||
| C | Mn | Si | Cr | Mo | S | P | ||
| 1 | 20G | 0.17 ~ 0.23 | 0.35 ~ 0.65 | 0.17 ~ 0.37 | - | - | ≤0.020 | ≤0.025 |
| 2 | 20MnG | 0.17 ~ 0.23 | 0.70 ~ 1.00 | 0.17 ~ 0.37 | - | - | ≤0.020 | ≤0.025 |
| 3 | 25MnG | 0.22 0.29 | 0.7 ~ 1.00 | 0.17 ~ 0.37 | - | - | ≤0.020 | ≤0.025 |
| 4 | 12CrMoG | 0.08 ~ 0.15 | 0.40 ~ 0.70 | 0.17 ~ 0.37 | 0.40 ~ 0.70 | 0.40 ~ 0.55 | ≤0.020 | ≤0.025 |
| 5 | 15CrMoG | 0.12 ~ 0.18 | 0.40 ~ 0.70 | 0.17 ~ 0.37 | 0.80 ~ 1.10 | 0.40 ~ 0.55 | ≤0.020 | ≤0.025 |
Not1: 20G, 20MnG, 25MnG kalıntı element içeriği aşağıdakileri karşılamalıdır: Cu≤0.20%, Cr≤0.25, Ni≤0.25%, V≤0.08%, Mo≤0.15% other Diğer markaların kalan elementleri % 0.20, Ni≤0.30%. | ||||||||
İç vidalı boruların ebadı ve vida dişi parametrelerinin izin verilen sapması
| kod | proje | “A” diş tipleri izin verilen sapma | “B” diş tipleri izin verilen sapma |
| bir | OD≤38.1mm | ± 0.15 | - |
| B | OD≤38.1mm | - | ± 0.15 |
| C | Vida dişinin kök kimliği: | ± 0.15 | ± 0.15 |
| E | Minimum kimlik | Negatif sapma sıfıra | Negatif sapma sıfıra |
| F | Minimum WT | % 22 | % 22 |
| G, | Konu ipuçları | - | - |
| ben | İplik üst genişliği | - | - |
 | İplik yüksekliği: | ± 0.3mm | ± 0.18mm |
| K | İpliğin yan açısı. | 15 ° ± | 15 ° ± |
| O | iplik kökü yuvarlak köşeli yarıçapı | - | - |
| M | İplik aralığı | ± 3.2mm | ± 3.2mm |
| N- | İplik kurşun | ± 3.2mm × diş ipucu | ± 3.2mm × diş ipucu |
 | helezon açısı | Değerlendirme | Değerlendirme |
| T | Diş eni genişliği (eksenel) | ± 1.3mm | ± 1.3mm |
| U | İplik üstü (eksenel) oluk genişliği | - | - |
| |||
-
DOM Üretimi ile Auto Parts ASTM A513 Soğuk Haddeleme Kaynaklı Çelik Borular
Otomobil Parçaları ASTM A513 DOM üretimi ile kaynaklı çelik borular ASTM A513 Elektrik direnci ile kaynaklı karbon ve alaşımlı çelik mekanik borular Başvurular: Makine, Makine Mühendisliği için 1Standart:ASTM A513 soğuk lastikli, yüksek hassasiyetli çelik borular 2Çelik sınıfı:SAE1010, SAE1020, di... -
Hidrolik Sistemler için 25mm Çaplı Parlak Tavlama Dikişsiz Çelik Boru
EN10305-1 E235 E355 NBK Hidrolik sistemler için parlak kızartma hassas çelik borular EN10305-1 NBK Hidrolik sistem için parlak kızartılmış hassas çelik borular OD:4-80 (mm) WT0.5-10 (mm) Uzunluk 1000-12000mm Ürün Adı: Dikişsiz hassas çelik boru Uygulama: Hidrolik sistemler için Hidrolik sistem için ... -
Hidrolik Sistemler İçin Hassas Dikişsiz Siyah Fosfatlama Çelik Boru
Siyah Fosfat yüzeyli Hidrolik Sistemler için yüksek hassasiyetli çelik borular Siyah Fosfatlı Hidrolik Borular Yüksek hassasiyet ve sıkı toleransla, borular hassas soğuk çekme ve soğuk yuvarlama ile üretilir, daha sonra korunan bir atmosferde parlak bir şekilde yumuşatılır,Daha sonra yüzeyde kara ... -
Hassas Dikişsiz Galvanizli Çelik Borular DIN2391 EN103052 ST35.0 ST37
Kesinlik DIN2391 EN103052 ST35.0 ST37 Üretim Süreci: Soğuk pilger makinesi ve Soğuk vallasma makinesi tarafından soğuk vallasma, galvanizli ve çinko kaplama uygulanabilir. Soğukta yuvarlanmış ve galvanizli çelik boru Üretim süreci:DIN yüksek hassasiyetli, soğuk yuvarlanmış ve parlak dikişsiz çelik ...

